
Beyond Air Removal: The Machine Engineering Behind Modern Nut Packaging Innovation
Beyond Air Removal: The Machine Engineering Behind Modern Nut Packaging Innovation
Published on: March 25, 2026 | By Jialong Engineering Desk
The conversation around nut packaging innovation has shifted — from simple oxygen removal to nitrogen protection, high-barrier film systems, and small-format freshness. These are real engineering advances. But every one of them depends entirely on the vacuum packaging machine for nuts executing them correctly at the production level. A nitrogen flush claim printed on a bag means nothing if the vacuum packaging machine for nuts running the line cannot hold extraction depth to below 0.1% before the nitrogen back-fill cycle. Nut packaging innovation starts on the factory floor, not on the packaging brief.
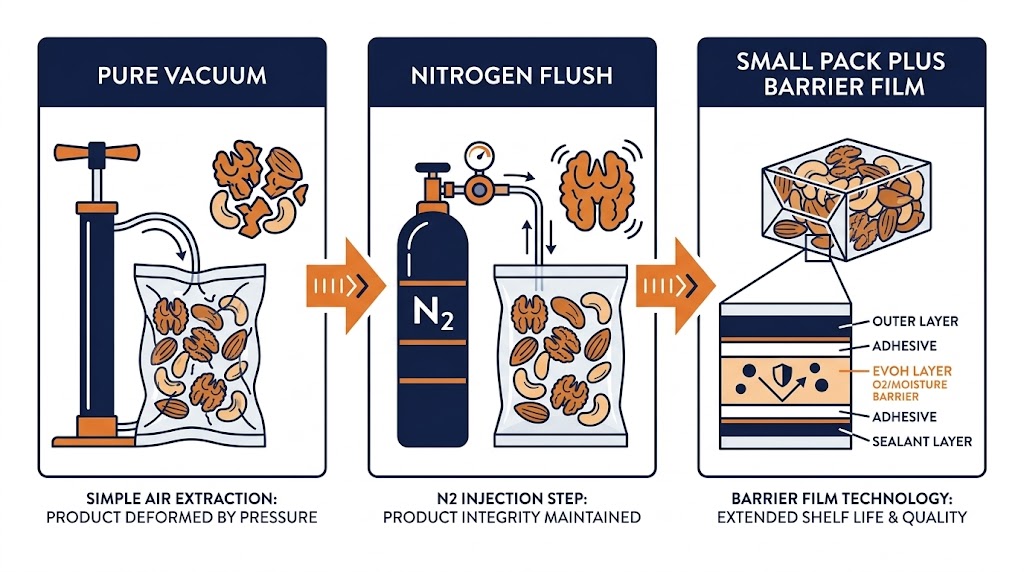
Figure 1: Three generations of nut packaging innovation — pure vacuum, nitrogen flush nut packaging, and small pack nut packaging with co-extruded barrier film for nuts.
Nitrogen flush nut packaging is not a replacement for deep vacuum extraction — it is a second step that only works correctly after deep extraction is achieved. A vacuum packaging machine for nuts must first pull residual oxygen below 0.1% before nitrogen back-fill begins. If extraction stops at 2–3% residual oxygen and nitrogen is injected on top of that, the nut packaging innovation delivers nothing. Lipid oxidation in walnut and cashew tissue begins above 1% oxygen regardless of how much nitrogen surrounds it. The nitrogen flush nut packaging cycle achieves its 0.3–0.8% final residual oxygen target only when the extraction stage beneath it is correctly calibrated.
The second mechanical requirement of nitrogen flush nut packaging is controlled back-fill pressure. Injecting nitrogen to internal bag pressure equal to external atmospheric pressure eliminates the compression force that pure vacuum extraction applies to fragile nut geometry. Whole cashews and macadamias arrive intact. The texture the consumer paid a premium price for — that specific crispy snap — is preserved physically, not just atmospherically. A vacuum packaging machine for nuts without programmable nitrogen back-fill pressure control cannot deliver this nut packaging innovation regardless of film specification.
The "30% shelf life extension" figure attached to nut packaging innovation in high-barrier film discussions is real — but only when the barrier film for nuts specification is correct. BOPA outer layer for puncture resistance against angular nut geometry. EVOH oxygen barrier core at OTR below 5 cc/m²/day. CPP inner seal layer for thermal bond integrity. Running this barrier film for nuts through a vacuum packaging machine for nuts with seal jaw temperature held to ±1.5°C creates a hermetic environment the nitrogen flush nut packaging cycle can actually maintain for 18 months.
Single-layer PE film — even run through the most advanced vacuum packaging machine for nuts on the market — allows oxygen back through the film wall within 48 hours. The barrier film for nuts is not a secondary procurement decision. It is the physical boundary that determines whether every other nut packaging innovation above it is commercially real or a label claim. This is the engineering reality behind the "high-barrier composite film" trend that every nut brand is now adopting at the product positioning level.
Small pack nut packaging adds a third mechanical requirement to the vacuum packaging machine for nuts: accurate high-speed dosing at low fill weights. A 500g small pack nut packaging unit demands ±2g weighing accuracy at 40–60 cycles per minute to be commercially viable. Standard baggers running at 5–10kg fill weights cannot maintain this accuracy at small-format speeds. Nut packaging innovation in the small-format segment lives or dies on the dosing system upstream of the sealing station — and that dosing system must be purpose-built for low-weight, high-speed small pack nut packaging production.
Figure 2: Nitrogen flush nut packaging — extraction to sub-0.1% oxygen, controlled N₂ back-fill, and BOPA/EVOH/CPP barrier film for nuts delivering verified 18-month shelf life.
The Engineering Verdict
Every nut packaging innovation trend in the market — nitrogen flush, high-barrier film, small-format freshness — requires a vacuum packaging machine for nuts built to execute each one at the equipment level. The innovation story on the packaging brief is only commercially real when the vacuum packaging machine for nuts running the line has programmable nitrogen flush nut packaging cycles, verified barrier film for nuts compatibility, and high-accuracy dosing for small pack nut packaging formats. Jialong builds vacuum packaging machine for nuts systems around all three simultaneously.



