
Why Grain Still Spoils in Sealed Bags: A Vacuum Packaging Engineering Audit
Why Grain Still Spoils in Sealed Bags: A Vacuum Packaging Engineering Audit
Published on: March 20, 2026 | By Jialong Engineering Desk
A sealed bag is not a preserved bag. That difference costs grain exporters millions every year in spoilage write-offs and retailer chargebacks — and most processors never identify the actual failure point. They run a vacuum packaging machine for grains at the end of the line, the seal looks clean, the label says 12-month shelf life, and three months into a sea shipment the product arrives rancid. Not because the machine failed. Because the grain vacuum packaging system — film specification, extraction depth, and seal jaw calibration — was never engineered to actually deliver genuine grain shelf life extension. A correctly deployed vacuum packaging machine for grains is an atmospheric engineering instrument. It is not a sealing device.
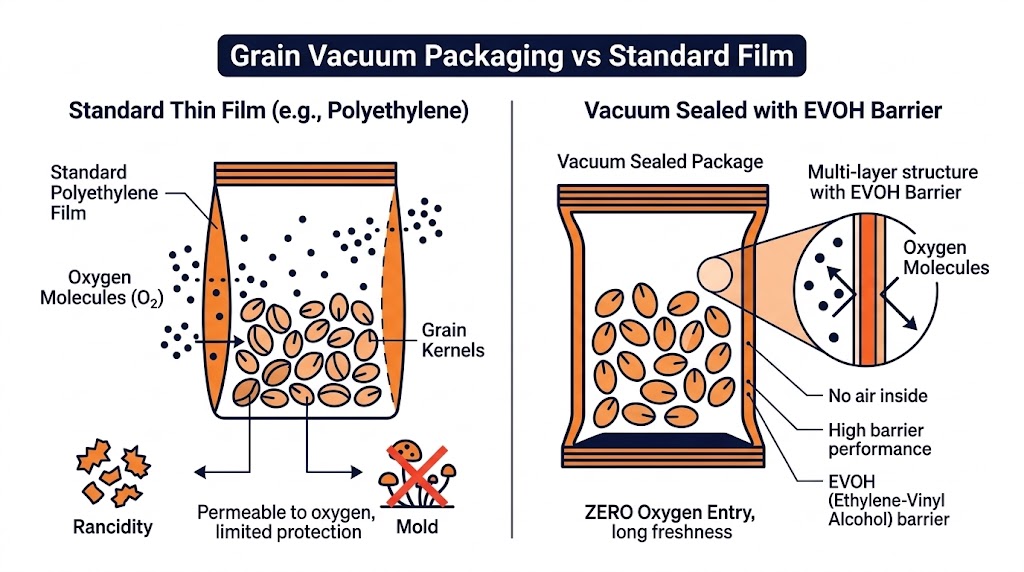
Figure 1: Sub-0.5% residual oxygen is the extraction target that separates genuine grain shelf life extension from cosmetic grain vacuum packaging.
Harvested grain is biologically active. Rice kernels continue aerobic cellular respiration after milling. They consume oxygen, release CO₂, and generate water vapour internally. Inside a sealed bag, this process creates a progressively humid, CO₂-rich atmosphere within days. In brown rice — bran fat content runs 18–22% by dry weight — this internal humidity directly accelerates hydrolytic fat decomposition. The rancid aldehydes form. The flat, stale flavour that kills repeat purchases develops silently inside the bag before any retailer touches it. This is not a storage temperature problem. It is a grain vacuum packaging engineering failure.
Effective grain shelf life extension requires shutting down aerobic respiration at the cellular level. The threshold is residual oxygen below 2%. A correctly calibrated vacuum packaging machine for grains achieves below 0.5% residual oxygen. At that concentration, aerobic metabolic pathways in grain tissue drop by over 90%. Internal moisture generation stabilises. Fat hydrolysis stalls. This is what real grain vacuum packaging achieves — not the appearance of a sealed bag, but a verified and stable internal atmosphere held for the entire commercial shelf life.
Aspergillus flavus needs oxygen above 1% to produce aflatoxin B1 in stored grain. EU maximum limits sit at 2 micrograms per kilogram total aflatoxins in rice. One contaminated export shipment triggers full-lot customs rejection — not individual SKU pulls. The entire container. One event of this type erases a full quarter's shipping margin. A vacuum packaging machine for grains running verified co-extruded barrier film for grains at correct extraction depth holds residual oxygen below 0.5%. The mold cannot metabolise. The mycotoxin chain never starts. The customs rejection never happens.
Stored-product insects follow identical oxygen logic. The rice weevil — Sitophilus oryzae — and its eggs, present in virtually all commercial grain consignments at packing, cannot complete biological development below 1% residual oxygen. A vacuum packaging machine for grains operating at correct extraction depth eliminates fumigation from the compliance picture entirely. No methyl bromide documentation. No residue testing at the import destination. The barrier film for grains holds the atmosphere, and the controlled atmosphere eliminates the infestation risk automatically. This is the engineering basis for grain shelf life extension in export operations — not preservative chemistry, but atmospheric control.
Most grain vacuum packaging failures are not machine failures. They are film failures. A quality vacuum packaging machine for grains runs its extraction cycle correctly. Vacuum readings look accurate. The seal looks clean. But the film is single-layer LDPE with an OTR of 1,500–4,000 cc/m²/day. Oxygen permeates back through the film wall within 48 to 72 hours. The grain shelf life extension target printed on the label never gets reached. The product is cosmetically sealed and chemically open to the atmosphere.
Minimum viable barrier film for grains specification for genuine 12-month grain shelf life extension: OTR below 10 cc/m²/day at 23°C, MVTR below 6 g/m²/day at 38°C, total film thickness 80–100 microns. The co-extruded laminate structure that reliably hits these numbers is BOPA outer layer for puncture resistance against abrasive grain particles, EVOH core layer as the primary oxygen barrier, CPP inner layer for thermal bond strength and food-safe contact compliance. This barrier film for grains configuration is not an optional upgrade. It is the minimum engineering specification for any grain vacuum packaging operation targeting export markets.
Running this barrier film for grains through a rice vacuum packaging machine with seal jaw temperature held to ±2°C uniformity across the full seal width is what creates a genuinely hermetic package. The seal zone is the weakest barrier point in the entire grain vacuum packaging system. A single 0.5mm thermal cold spot in the jaw opens a moisture ingress channel that bypasses every EVOH layer in the film above it. Seal jaw thermal calibration is not a periodic maintenance item on a rice vacuum packaging machine. It is the primary quality control metric for grain shelf life extension in every production cycle.
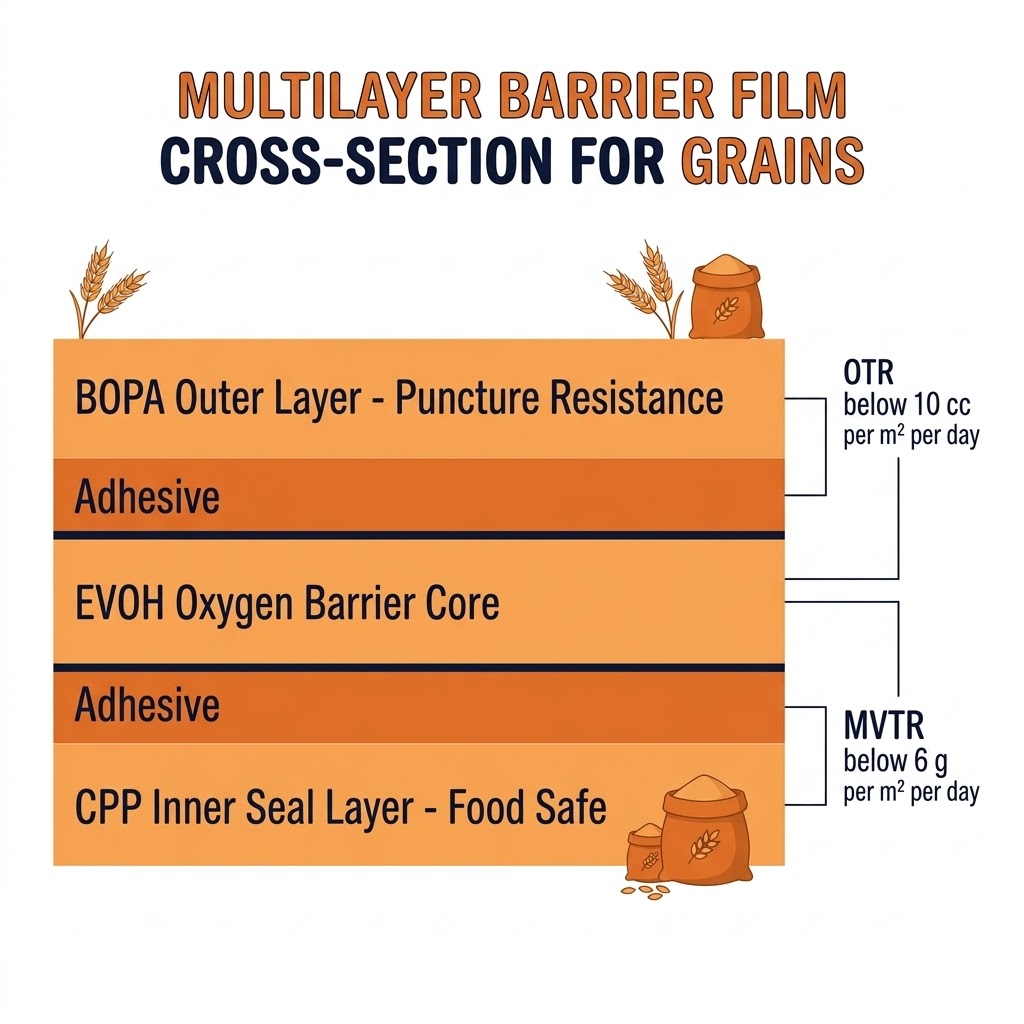
Figure 2: BOPA / EVOH / CPP — the barrier film for grains laminate that delivers verified grain shelf life extension under ambient export storage conditions.
The Engineering Verdict
Stop attributing spoilage losses to warehouse humidity or supplier inconsistency. The warehouse is not the variable. The barrier film for grains specification and vacuum extraction depth are the variables. A vacuum packaging machine for grains running verified EVOH laminate at calibrated extraction depth creates an internal atmosphere that ambient warehouse conditions cannot penetrate. Genuine grain shelf life extension is a measurable, repeatable atmospheric outcome. Every kilogram of grain that leaves a correctly configured rice vacuum packaging machine holds that internal atmosphere from the factory floor to the retail shelf — through rough ocean transit, humid port storage, and extended retail distribution cycles.
Jialong designs vacuum packaging machine for grains systems with anti-dust extraction manifolds built for fine grain particle environments, seal jaws calibrated to ±1.5°C across the full seal width, and full compatibility with all co-extruded barrier film for grains laminate structures across standard gauge ranges. The grain vacuum packaging your export supply chain requires starts with the right engineering decisions at the equipment level — and Jialong's rice vacuum packaging machine is built to deliver those decisions consistently, every cycle, every shift.



