
The Technical Rationale for Vacuum Packaging of Hygroscopic and Oxidative Chemical Materials
The Technical Rationale for Vacuum Packaging of Hygroscopic and Oxidative Chemical Materials
A Jialong Technology Engineering Report | 5/11/2025
In the chemical industry, maintaining the purity and stability of raw materials is paramount. Many high-value powders and granular materials are hygroscopic (readily absorb moisture) and susceptible to oxidation. Exposure to the ambient atmosphere can initiate irreversible degradation, rendering the material useless. The principles of food vacuum packaging, which focus on creating a modified atmosphere, are directly applicable and critically important in this sector. A robust industrial vacuum sealer is the core technology for mitigating these risks.
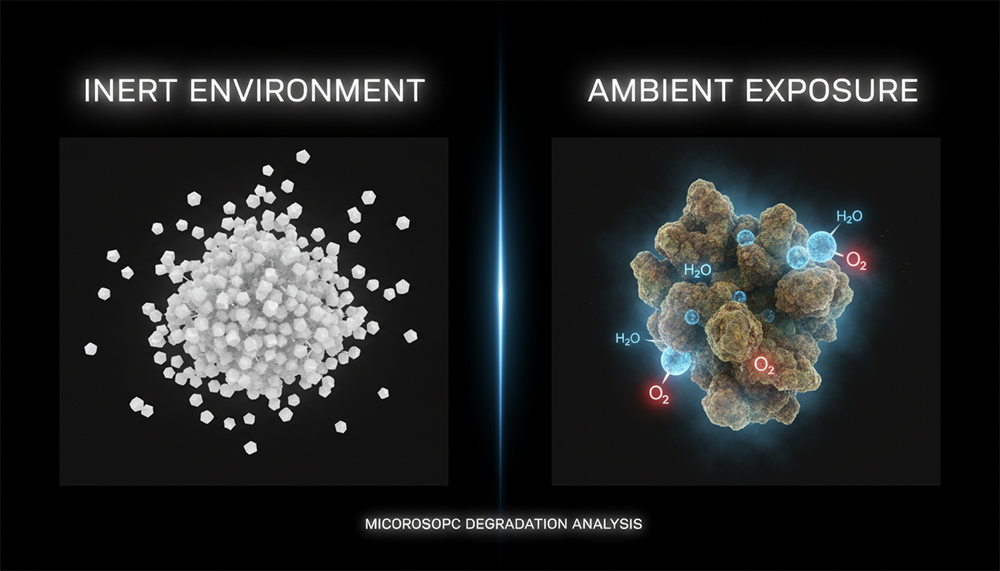
Moisture is the enemy of many chemical powders, causing clumping, caking, and initiating unwanted reactions. An industrial vacuum sealer physically removes ambient water vapor from the package. Simultaneously, evacuating oxygen halts oxidative processes that can alter a material's chemical structure and efficacy. A heavy duty vacuum sealer is engineered for this task, creating an inert, protective environment inside a high-barrier bag. A top-tier packaging machine manufacturer knows these risks well.
Safety and containment are paramount in the chemical sector. Modern automatic packaging systems minimize human exposure to potentially hazardous materials. A robust heavy duty vacuum sealer, integrated into such a system, ensures that every bag is hermetically sealed, preventing leaks and outside contamination. The principles of food vacuum packaging are thus elevated to a safety protocol. This level of reliable containment can only be achieved by automatic packaging systems from a specialist packaging machine manufacturer. A proper industrial vacuum sealer is key to this process.

Engineered for Demanding Environments
Our automatic packaging systems are designed for industrial use. Every industrial vacuum sealer we build can be configured for chemical compatibility. As an experienced packaging machine manufacturer, we understand the need for reliable equipment in mission-critical applications. Food vacuum packaging technologies, when hardened for industrial use, offer a proven solution.
Explore Industrial SolutionsConclusion: A Mandatory Step for Material Integrity
The use of a heavy duty vacuum sealer is not merely beneficial but often mandatory for preserving the integrity of sensitive chemical materials. A reliable industrial vacuum sealer is a cornerstone of quality control. By applying proven food vacuum packaging principles, automatic packaging systems ensure safety, extend shelf life, and protect product value. Any serious packaging machine manufacturer should offer such robust solutions.
Consult Our Industrial Application Experts
Discuss your material handling challenges with our specialists. We can specify the ideal heavy duty vacuum sealer and configure automatic packaging systems for your specific needs.
Connect with an Engineer Visit Jialong Technology


